Как да се варят електрически заваръчни тръби: стъпка по
Използването на електродвигатели е един от наличните начини за свързване на метални тръби. Чрез използването на този метод е възможно да се получи херметично запечатано и силно свързване на елементите към система, която е в състояние да изпълнява функциите си за дълго време. За да бъде точно така, заваръчният шев трябва да бъде възможно най-висок. Успехът на работата зависи от редица фактори, включително качеството на самите тръби и правилния избор на електродите и квалификацията на заварчика.
Описание на работата

На първо място е необходимо да се очертае по същество същността на предстоящите дела. Електрическата дъгова заварка обикновено се нарича процес на свързване на метални продукти помежду им, благодарение на локалното нагряване на металите до точката на топене. Същността на метода е следната:
- Заваръчната машина е свързана към източник на захранване.
- След преобразуване на тока тече към електрода.
- Когато електродът се приближи до заварения елемент, възниква електрическа дъга, чиято температура е около 7000 ° С, което надвишава точката на топене на повечето метали.
- Под влияние на електрическа дъга металът на заварените части и металът, който е част от електрода, започват да се стопят.
- Така се образува така нареченият заваръчен басейн, в който се размесват разтопените части на материалите и се появява шлаката, която се появява по време на топенето.
- Тъй като мястото на излагане на електрическата дъга се охлажда, се образува заваръчен шев.
Що се отнася до изпълненията на процеса, той може да бъде различен ръчно, полуавтоматично и автоматично.
Значително значение има правилният избор на електроди в зависимост от дебелината на стените на заварените елементи и до известна степен ширината на шева. Тук трябва да се каже, че за да се определи този параметър, струва си да се знае, че един електрод от 2-3 мм е подходящ за заваряване на тръба с дебелина на стената от 1,5 мм.

И също така ще бъде излишно да се спомене, че в зависимост от избрания диаметър на електрода трябва също така да бъде избран токът, който трябва да се подаде към него. Така например, ако диаметърът е 2,5 мм, тогава е необходимо да се създаде ток от поне 80 ампера. Ако диаметърът е 3 мм, тогава токът трябва да бъде 110 ампера. Ако условията се нарушават в по-малка посока, тоест, не прилагайте достатъчно ток, електродът няма да се стопи, което означава, че няма да се заваряват. Ако подадете повече ток, отколкото ви е необходима силата, пръчката на електрода ще започне да се стопява по-бързо, което ще доведе до увеличаване на консумацията на материали и ще създаде неудобства в работата.
Видове заваръчни шевове

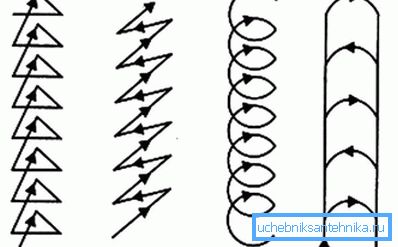
Качеството на заваръчния шев зависи от посоката и величината на дъгата. Твърде много дъга ще предизвика метала да се пръска по повърхността на тръбата, а шевът ще се превърне в порест. Такъв шев не е подходящ за водоснабдяване или загряване, защото водата ще тече през образуваните пори. По време на заваряването има три посоки на дъгата. Нека да видим как да ги изберем правилно:
- Първият метод е насочен към транслационно движение на електрода по оста. В тази ситуация дъгата между тръбата и електрода отговаря на оптималните условия за качествена заварка. Светещият електрод трябва да има постоянна дължина на дъгата и да се движи по оста.
- При надлъжното движение на електрода върху заваръчния шев се образува туберкулообразна форма под формата на въже около тръбата. Широчината на шева е 3 мм по-голяма от диаметъра на електрода и дебелината е пряко пропорционална на скоростта на движението на електрода. Но такава тясна форма на шева не е много силна, така че по време на заваряване, електродът трябва да се движи хоризонтално, добавяйки страничен шев.
- Напречният шев се получава по време на движението на електрода през заварената тръбна връзка, под формата на колебателни движения. Широчината на шева се определя поотделно за всяка връзка. Напречният шев от електрическото заваряване може да бъде 5 пъти по-голям от диаметъра на използвания електрод.
Когато свързвате два ръба, трябва да има ръбове. По време на заваряването ръбът се стопява и се получава здрава заварка.
Извършване на работи

Преди началото на заваръчните работи е необходимо да се поставят специални дрехи, да се приготви заваръчна маска и ръкавици. Подгответе място за заваряване. Отстранете всички запалими материали. Ще ви трябва метална четка, за да почистите повърхността на тръбата и чук, за да отрежете шлаката. Разбира се, самата заваръчна машина и правилно подбраните електроди.
Когато купувате електроди, прочетете инструкциите на опаковката. Производителят посочва на своя продукт правилата за работа и предназначението на този тип електроди. Диаметърът на електрод и токът се избират чрез изчисление. За всяка дебелина 1 мм на електрода се изисква ток на тока от 30 до 40 ампера. Що се отнася до инверторните заваръчни машини, в този случай за 3-милиметровия електрод, необходимият ток е 80 А. Тези параметри са подходящи за заваряване на метал, а за рязане е необходимо токът да се увеличи до 100 А.

Започнете работа с фиксирането на двете тръби, за да избегнете смяната на шева. Поставете електрода в държача и осветете дъгата и опитайте да заварявате къса секция. Електродът трябва да има ъгъл на наклона 70? по отношение на заварената повърхност и празнина от около 2-4 мм. Веднага е необходимо да направите резервация, че тези показатели са много приблизителни и най-добрите стойности в конкретен случай ще бъдат подтикнати само от опита.
Съвет! По време на работа електродът не трябва да се допуска допиране до повърхността на тръбите, в противен случай той ще се придържа към него.
 По отношение на процеса на зашиване можем да добавим, че за свързване на тръби може да се използва опцията, че електрическата дъга е равномерно изместена по дължината на заварената става, докато електродът извършва подкостни движения. Всеки следващ "завой" на шева се намира точно под предишния. Ако работата се извърши правилно, се получи силна и здрава връзка.
По отношение на процеса на зашиване можем да добавим, че за свързване на тръби може да се използва опцията, че електрическата дъга е равномерно изместена по дължината на заварената става, докато електродът извършва подкостни движения. Всеки следващ "завой" на шева се намира точно под предишния. Ако работата се извърши правилно, се получи силна и здрава връзка. Преди да вземете решение за извършване на работа, е необходимо да се подготвите колкото е възможно повече. Тук няма да е излишно да изучаваме теоретичната страна на проблема, нито да преглеждаме съответните видеоклипове, нито да консултираме лични експерти.