Електрофузионно заваряване на тръби
Полагането на тръбопровода или основната канализация не може да се извърши с помощта на единичен материал. Към днешна дата са разработени много методи, чрез които се осъществява свързването на отделните сегменти. Най-напредналата е електрофузионното заваряване на тръби.
Какво е това?
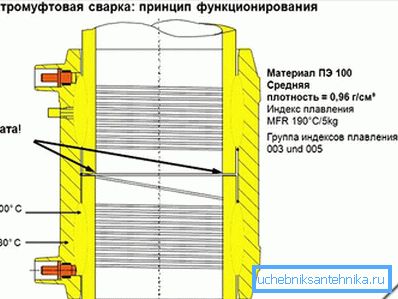
Същността на метода е, че свързващото приспособление има електрическа спирала. Тя може да бъде напълно отворена, частично заровена или скрита. Нагревателният елемент има два изходящи контакта, към които е свързана заваръчната машина. Посочената стойност на напрежението се прилага за определен период от време. Вътрешната част на съединителя и вложената тръбна част под въздействието на температурата стават течни. Външната стена не се затопли до такава степен, и запазва еластичност, което причинява веществото да се движи надолу, като по този начин се образува монолитна структура.

Съединителите са изработени от три вида пластмаса: полиетилен, полипропилен, полибутен. За инсталирането на газопроводите обикновено се използва само първата опция.
Съвет! Оборудването е маркирано, което информира оператора за напрежението и интервала за подаване. Също така показва времето за охлаждане на завършеното съединение. В допълнение, дизайнът предвижда специални индикатори, които сигнализират процеса, който е завършен.
предимства

Този технологичен метод има много положителни аспекти:
- При заваряване вътрешният диаметър на тръбите не намалява. Това означава, че може да се използва не само в случаите, когато системата има главата с постоянно налягане. Системите за дренаж и буря няма да бъдат изключение.
- Благодарение на добре обмислената база от инструменти, човешкият фактор се свежда до минимум при извършване на всички необходими операции.
- Този метод е по-подходящ, ако трябва да хванете два тръби с голям диаметър.
- Електрофузионното заваряване ще бъде задължително, когато се налага да се ремонтира багажника, и не е възможно да се преместят тръбите в хоризонталната равнина.
- Препятствие за артикулация също не е така, когато и двете или една от тръбите е подсилена с подсилващи примеси. При заваряване на тапа няма гаранция за такава здравина на шева.
- Тръбите от омрежен полиетилен обикновено са свързани механично. ZN заваряването прави възможно да се повлияят на молекулните връзки, осигурявайки висококачествена заварка.
- Сглобяването на тръбопровод с няколко завода може да се извърши директно на място, без да е необходимо предварително свързване и монтаж на вече завършена конструкция.
- Спестяване на електрическа енергия в сравнение с други видове.
- Предимството на заваръчните продукти от различни видове полиетилен, както и от различни диаметри.
инструменти

За да може процесът да продължи без колебание, трябва да имате конкретно средство с вас:
- Машина за заваряване. Уникално устройство е разработено за този вид заваряване. Тя се основава на полупроводниковата технология, поради което консумира по-малко електроенергия по-малко от другите си колеги. Обикновено за такива агрегати се посочват максималният и минималният диаметър на заваряване. Предоставя се баркод скенер, който автоматично записва данни за конкретен тип връзка, което може да се направи и ръчно. Данните за всяко преминато съединение се съхраняват в паметта, така че операторът или контролната група могат да получат информация. Възможно е да има вграден сериен или USB порт, който може да свърже флаш устройство за прехвърляне на настройки или данни. На предния панел обикновено има дисплей, който показва текущите параметри. В комплект с някои агрегати има съвети с различно напречно сечение.
- Позиционер. Малко метално устройство под формата на пръчка, която има няколко скоби. Този инструмент позволява да се монтират дюзите в същата равнина за извършване на заваръчни операции. Тя също така е предназначена да коригира овалността. За тези цели може да се използва и отделна скоба.
- Кътър. Обикновено използвайте диск. Той е този, който прави възможно да се извърши гладко нарязване, което е изискване.
- Чистач. Малка дръжка с острие. Тя може да бъде и устройство с няколко модула. Единият от тях е поставен в тръбата, вторият, върху който е разположена режещата глава, е свързан и по време на въртенето отстранява горния слой. Тази процедура е необходима, за да не се създаде груба повърхност, а да се отстрани окислената част на отклонената тръба.
- Рулетка или линейка.
- Cleaner. Необходимо е да се отстранят замърсяванията и мазнините. Трябва да използвате специално разработена за определен тип тръба. Не използвайте обикновен алкохол или ацетон.
- Маркерът. Използва се водоустойчив бял или ярък цвят, за да се приложи не само маркирането, но и някои данни до мястото на запояване.
Съвет! За рамката на седалката се използва и специална бормашина, както и шестограмен ключ и отвертка за държачите.
Монтаж

Процесът на запояване не е много сложен, но изисква определена точност, внимание и постоянство.
- Ако има време преди работата да се свърши, е желателно тръбата да се изправи в рамките на 24 часа, развързана от залива, което ще помогне за частичното коригиране на овалността.
- Първото нещо, което трябва да направите, е да отрежете края на тръбата. За тези цели е възможно, но нежелателно да се използва резачка. В задника е груб. Използвайте режещ инструмент с кръгла тръба, която ще осигури правилната равнина.
- След това маркирането се изпълнява. Необходимо е да поставите линия, към която ще се постави фитинга. От нея направи резерв от още 1-2 см и обозначава.
- С помощта на скрепер или механичен почистващ препарат за окис, премахнете горния слой. За тръби, чийто диаметър не надвишава 63 mm, той е 0,1 mm. Ако външният диаметър е по-голям, тогава трябва да заснемете 0.2 мм.
- Сега тръбата се обработва с разтворител и се поставя в позиционера. Той трябва да бъде добре фиксиран и коригиран за овалност. Монтажът не трябва да бъде подложен на счупване. Позиционерът трябва да го компенсира.
- Включва се куплунг (той трябва да се третира и с разтвор отвътре). Ако диаметърът на тръбата е много голям, съединителят се изтегля до пълния си размер. Въвежда се втората отверстителна тръба и монтажът е счупен до половината от нейната дълбочина. Спиралата трябва да бъде цялата област в тръбната секция, за да се осигури правилната сплав.
- След свързването на две тръби е свързана машина за заваряване. Необходимите параметри се четат от скенера или се въвеждат ръчно. Процесът започва. Важно е да запомните, че пълният цикъл включва и времето за охлаждане. Ако скобата бъде отстранена преди времето, уплътнението ще се счупи.
- Когато всички задачи са завършени, връзката се извършва с данни за часа и датата, както и за оператора.
- Монтирането на рамката на седалката има подобен алгоритъм. Почистването се извършва на мястото на монтиране, но не по цялата обиколка, но само в областта на шипа, която ще бъде блокирана от спирала. След почистване седалката се поставя и се фиксира здраво. Заваряването се извършва. Освен това с помощта на допълнителен инструмент се извършва рязане. С помощта на щепсела се затваря технологичен отвор и се поставя знак.
Съвет! За да премахнете оксида, не използвайте шкурка или непредвидени скрепери. Просто издраскате повърхността, но няма да постигнете желания резултат.
Често срещани грешки
В някои случаи връзката е понижена. Това може да се установи, дори когато цялата инсталация е завършена. Това се случва поради следните причини:
- Операторът не компенсира овалността. Това може да доведе до факта, че разтопената пластмаса няма да запълни цялото пространство.
- Почистването не беше извършено с помощта на скрепер. Резултатът е, че съединителят и тръбата не образуват монолитен връх.
- Тръбата е под ъгъл към фитинга. Последствието е потокът от течна пластмаса.
- Монтажът не беше напълно износен. Имобилизираната спирала няма да разтопи достатъчно количество от повърхността, за да бъде кръстопът.
- Не се извършва обезмасляване или след това ръцете са докоснати до мястото за почистване. Връзката няма да бъде запечатана.
Тази инструкция е приложима и за свързването на HDPE тръби. Този метод е много по-добър от използването на фитинги с механична скоба, която не може да осигури добра плътност.
Видео
Представените видео материали показват технологичния процес на електрофузионно заваряване на тръби: